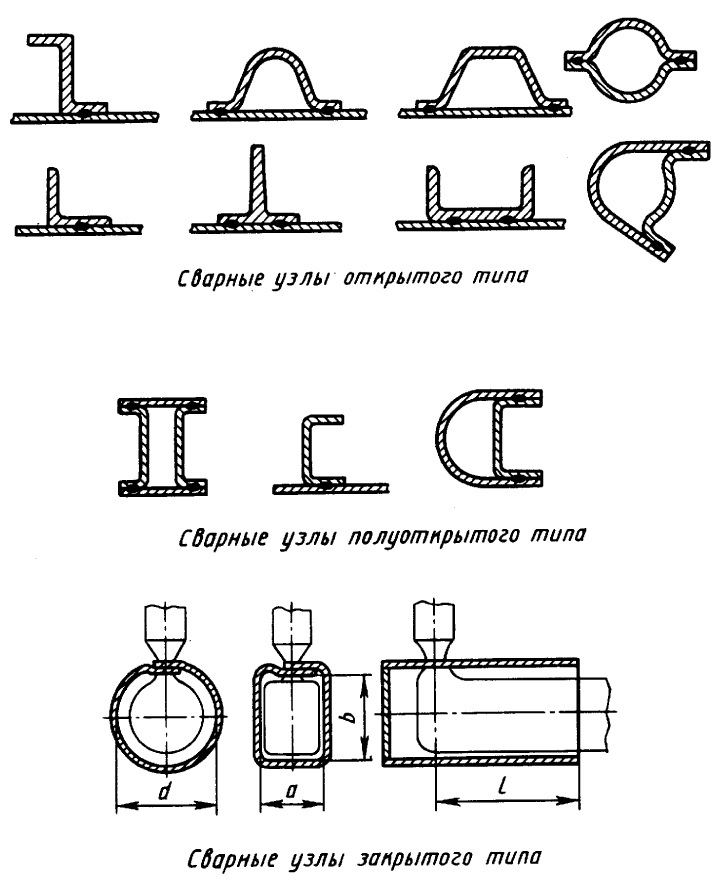
Виды контактной сварки
Более полторы сотни лет точечная контактная сварка служит верой и правдой строителям для сборки сложных конструкций из арматуры, сборщикам автомобилей для соединения тонкого корпусного металла и приваривания массивных деталей. Можно долго перечислять все сферы применения этого метода соединения металлических листов, но главным достоинством останется простота применения и возможность автоматизации процесса. Эти возможности логически вытекают из его физических принципов действия, с которыми мы и хотим вас познакомить. Физика процесса элементарна и известна даже школьнику.













Сущность контактно-дуговой сварки состоит в том, что постоянный ток сварки определенной величины и продолжительности, созданный выпрямителем переменного тока, формирует электродугу, располагающуюся между привариваемым изделием и той основой, к которой производится приваривание. В результате этого происходит сварной процесс, длительность которого составляет от 0,1 до 0,2 секунды. Для обеспечения высокого качества сварного соединения в зону сварки направляется инертный газ или используются керамические кольца. Этапы контактно-дуговой сварки. На первом этапе контактно-дуговой сварки привариваемый крепежный элемент, снабженный защитным керамическим кольцом, помещается в сварочный пистолет и прижимается к основе, к которой осуществляется приваривание. Плотный контакт обеспечивается за счет использования специальной прижимной пружины.



.jpg "Что же представляет собой и как работает контактная сварка")



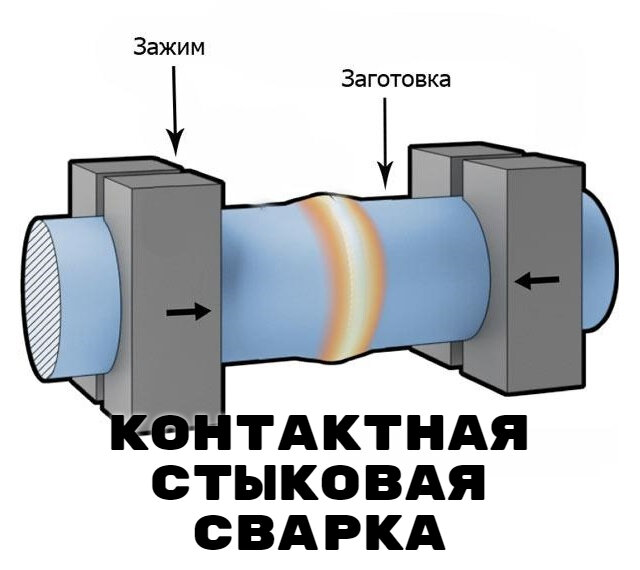

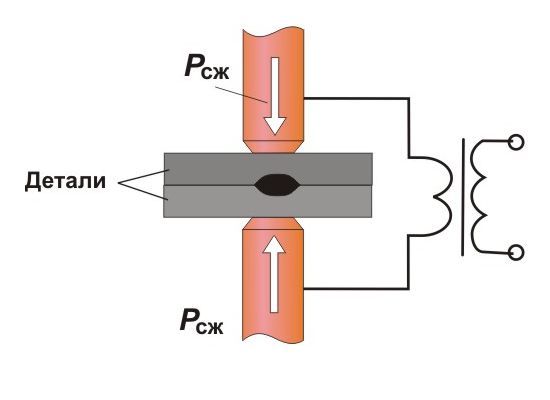



Контактная сварка является методом сварки, при которой соединение получается с использованием тепловой энергии и давления. Для получения тепла через свариваемый материал пропускают электрический ток. Одновременно с этим зона соединения подвергается сжимающему усилию для пластической деформации. После этого изделие охлаждается, а в месте контакта образуется прочное неразъемное соединение.